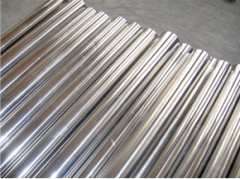
不锈钢镜面抛光需要循序渐进的进行,先用比较粗的抛光膏进行打磨抛光,然后再用比较细的抛光膏进行打磨抛光,最后再用W3.5的抛光膏进行抛光打磨,就可以达到镜面的效果。在打磨抛光时,要保证把原先比较粗的痕迹、纹路要打磨干净,然后再用比较细的抛光膏把前面粗的抛光膏打磨的痕迹打磨掉后再换更细的抛光膏打磨,中间不能省却步骤,否则只靠细的抛光膏是打磨不掉粗的痕迹与纹路的。而且,粗的抛光膏的打磨效率要比细的抛光膏的打磨效率要高的多。所以,按部就班的打磨,看着多道工序要慢一些,实际上要快的多。
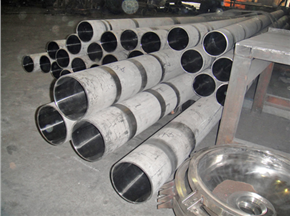
1、200mm-1000mm,即便是直径再大些,也不算太大。不锈钢抛光件,这些尺寸的物件是普通活。超过两米直径的容器,因为化学抛光的池子要将近三米高,要设立吊具,所以总觉得两米以上的物件才算得上是大件。
2、要求镜面。这倒不难,制作不锈钢罐子的不锈钢板材,其表面本来就不十分粗糙。如果表面没有很厚的氧化皮,可以直接用布轮粗抛,随后进行细抛精抛,便可达到1花12以上的镜面光亮度。
3、无抛光痕迹。这一条麻烦。用机械抛光,即布轮抛光,可以抛亮,但最后也会有轮印痕迹,无论如何,再高的工匠也不会不留痕迹。
但就此要求,抛光技术早已有了对策,那就是要用化学抛光或电化学抛光。化抛不需电抛的直流电源,设备简单,但是化抛抛光液的配方,比电抛抛光液多好几种药品,操作温度也高,其施工成本大大高于电抛。另则,电抛效果大大好于化抛。如果这个活计是批量生产,完全可以自己设立一套抛光设备,因为不锈钢抛光技术已经成熟,不难掌握。