发表时间:2024-11-27浏览次数:
不锈钢管内壁的抛光方法有多种,选择哪种方法取决于管子的尺寸、材质、表面状态以及所需的抛光效果。在实际操作中,应根据具体情况选择合适的抛光方法,并严格按照操作规程进行操作,以获得最佳的抛光效果。
一、电解抛光
电解抛光是通过电化学反应将管子表面的一层物质溶解掉,达到平滑、光洁的目的。具体步骤如下:
1.预处理:对待抛光的不锈钢管进行预处理,如机械研磨、酸洗等,使管子的内壁表面平整、光滑,便于后续的电解抛光操作。
2.电解抛光:将预处理好的管子放置于电解槽中,使其成为阳极,不溶性金属为阴极,两极同时浸入到电解槽中。安装好电解液循环系统、电解液加热系统等,开启电解槽的加温、电解液循环等设备。在电解液中设定合适的电流密度、电解液温度、电解时间等参数,在温度和电流、液位稳定后,开始进行电解抛光。
3.后续处理:抛光结束后,关闭电解槽、电解液循环等设备,把管子从电解槽中取出,进行清洗、烘干、质量检验等操作。
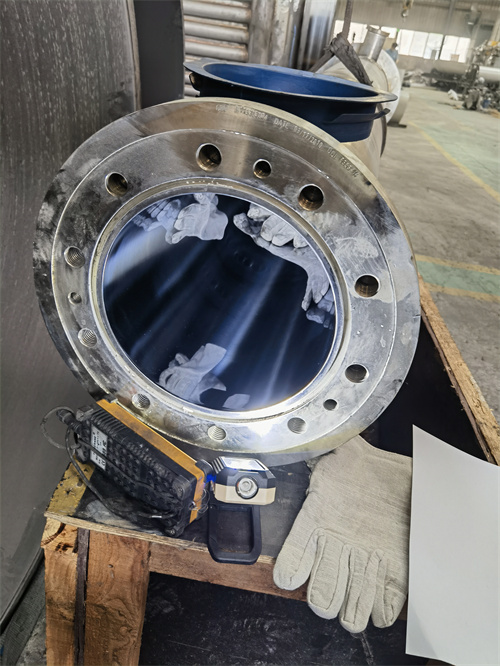
这款是我厂进行机械抛光+电解抛光加工管件内壁

注意事项:
选用适合的电解液,不锈钢管的不同材质或不同的表面状态,需要采用不同的电解液,以获得最佳的抛光效果。
掌握电流密度,电流密度过大可能对管子造成损伤,电流密度过小则抛光效果不佳。
控制温度,电解槽温度过高可能导致电解液发生变质,影响抛光效果;温度过低则会影响工作效率。
注意电解液的浓度,浓度过高可能造成管子表面的局部腐蚀,而过低则可能影响抛光效果。
二、机械抛光
机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法。具体步骤如下:
1.粗抛:使用内抛光机,用抛杆伸入管内带动千叶轮或者自制的砂带轮高速旋转,并伴随钢管自身的旋转进行抛光,旋转的同时缓慢前进抛杆。一般来说,先用60~80号的千叶轮或者砂带轮进行粗抛。大尺寸的管子(6英寸以上)一般用千叶轮,小尺寸的管子可以用自制的砂带轮,以减少成本。
2.细抛:根据光洁度的要求逐渐用高精度的千叶轮或砂带轮进行细抛。如果觉得机械抛光抛出来不够亮,细抛时可适当涂抹抛光膏增加光亮感。
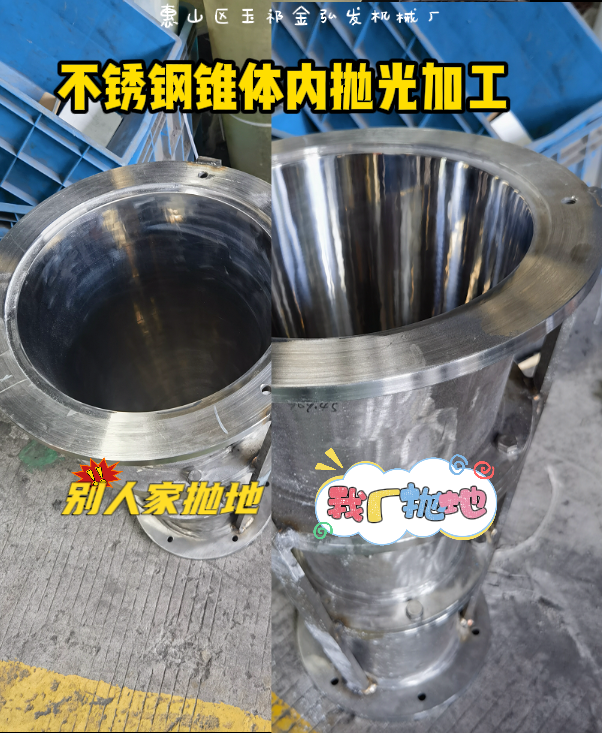
我厂机械抛光加工完成管件内壁
三、磨粒流抛光
磨粒流抛光是一种适用于不锈钢细管内壁的抛光方法。具体步骤如下:
1.制作工装:制作专用工装,夹持住细管。
2.抛光:让软性磨料从出料口被挤压进入不锈钢细管内孔,这种抛光方式可以一次装夹多根。磨粒流抛光能够实现内壁的均匀抛光,避免了传统抛光方法中可能出现的局部过抛或欠抛现象。
注意事项:
选择合适的磨料,避免劣质磨料粘在内壁上,影响抛光效果。
磨粒流抛光是一种物理研磨,不会改变材料性质,且磨料是环保材料,不会有任何化学有害残留。