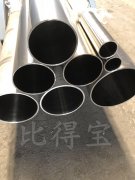
内外壁抛光不锈钢小孔内壁抛光技术通常采用电化抛光的方法,但是对于其它材料小孔大多用机械的方法,小孔抛光难度大,检验难度大,耗费工时。有小孔用电火花放电加工,加工精度高,光洁度好,但是耗费时间
1、刀杆受孔径的限制,直径小,长度大,造成刚性差,强度低,切削时易产生振动、波纹、锥度,而影响深孔的直线度和表面粗糙度。
2、在钻孔和扩孔时,冷却润滑液在没有采用特殊装置的情况下,难于输入到切削区,使刀具耐用度降低,而且排屑也困难。
3、在深孔的加工过程中,不能直接观察刀具切削情况,只能凭工作经验听切削时的声音、看切屑、手摸振动与工件温度、观仪表(油压表和电表),来判断切削过程是否正常。
4、切屑排除困难,必须采用可靠的手段进行断屑及控制切屑的长短与形状,以利于顺利排除,防止切屑堵塞。
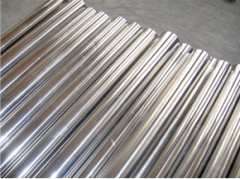
内表面抛光(使用内抛光机):用抛杆伸入管内带动千叶轮或者自制的砂带 轮高速旋转,并伴随钢管自身的旋转进行抛光,旋转的同时缓慢前进抛杆。一般来说先用60#-80#的千叶轮或者砂带轮进行粗抛,后根据光洁度的要求逐渐用高精度的进行细抛。大尺寸的管子6“以上一般用千叶轮,小尺寸的管子可以用自制的砂带轮,可以减少成本。