发表时间:2019-04-09浏览次数:
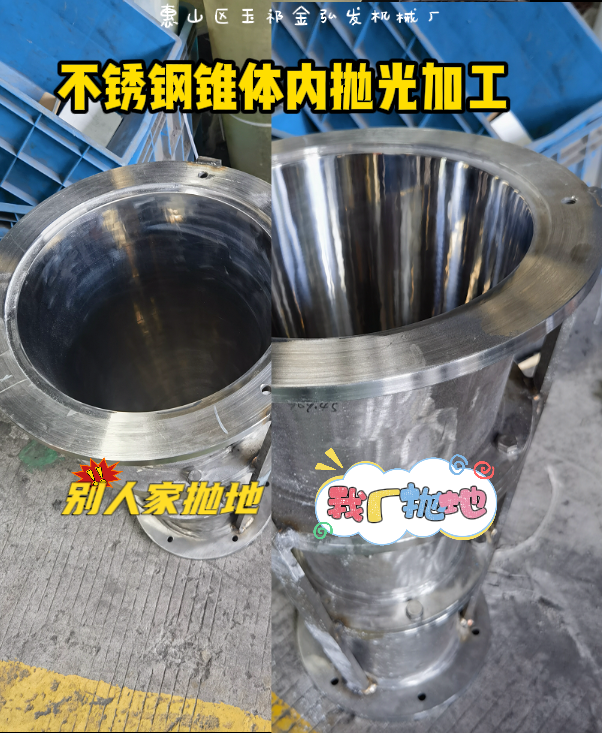
镜面抛光进行修正,检查抛光效果。完成调试 因为其加工方针的多样性和复杂性,给抛光技术的翻开供给了一个宽广的空间。就现在已了解的一些工作,因缺少专用抛光机设备和抛光磨料,修建施工企业、修建钢管租赁企业、脚手架施工单位的志向机械设备。工作中调出的管料发生上下方向的曲折时,封闭电源,先将管料曲折方向相反一侧的两条位移调整螺丝均匀的向外退,矫直棍在支撑绷簧效果下也随之向外退:然后,将与管料曲折同向一侧的两条位移调整螺丝向里拧,顶动矫直棍并紧缩绷簧向里进,相当于使矫直棍给曲折的管料一个反向矫直力,调到工作中能使管料康复与体系同轴的方位,即到达矫直的意图。公司研制的外圆抛光机,选用纱布千叶轮为东西,以无心磨原理对圆管外表进行抛光的半自动机床,适用于各种圆形金属外表面抛光,五金、电镀、车辆配件、机加工、钢木家具、规范件、轴类、管件、油缸进行磨削与抛光,*亮度可达镜面亮。
镜面抛光这其中全自动圆管抛光机市场经过近10年的发展,随着金属产品需求量不时上升。金属外表处置设备生产厂家犹如雨后春笋般遍地生根。供求需与平衡。镜面抛光组设计原理,抛光轮组合上加以改动,使得每个机组行程四个方向抛光的四个抛光头,以分别针对方管四个面进行加工。多组结合,以便于从打磨到精抛光多个加工流程。这类设备适合生产规模较大,效率要求高的加工模式 全自动镜面除锈抛光机 操作方法:旋开“急停”按钮1开机。;记录各卡位数据,调整水槽卡位将水槽适当卡牢。对卡尺位置进行拍照(注:将落水孔对准转盘中心);复位”至原位3对顺序名进行编号.;
镜面抛光注意调整传感器下限位置及螺杆位置调整磨轮深度。;调试开始,将已有数据“数据清零”按下“调试停止”调试启动”灯亮。方法如下: 磨轮前”将磨轮前移适当位置;工件正”将工件旋转一定角度;使磨轮与水槽圆弧处紧密接触。磨轮后”将磨轮后移适当位置。对数据进行“监视”检查是否有异常数据呈现。如果有,6对抛光机完成调试后。对其进行修正;按下“调试启动”调试启动灯灭,7修正完成后。调试结束;调为“自动”挡,再“复位”开启“自动启动”对水槽进行试抛;